

Модуль компетенции А «ВИЗУАЛЬНЫЙ И ИЗМЕРИТЕЛЬНЫЙ КОНТРОЛЬ»
Визуальный и измерительный контроль контрольных сварных соединений проводят с целью выявления поверхностных трещин, прожогов, подрезов, пор, свищей и других несплошностей.
В выполненном сварном соединении визуально следует контролировать:
- отсутствие (наличие) поверхностных трещин всех видов и направлений;
- отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
- наличие маркировки (клеймения) шва и правильность ее выполнения.
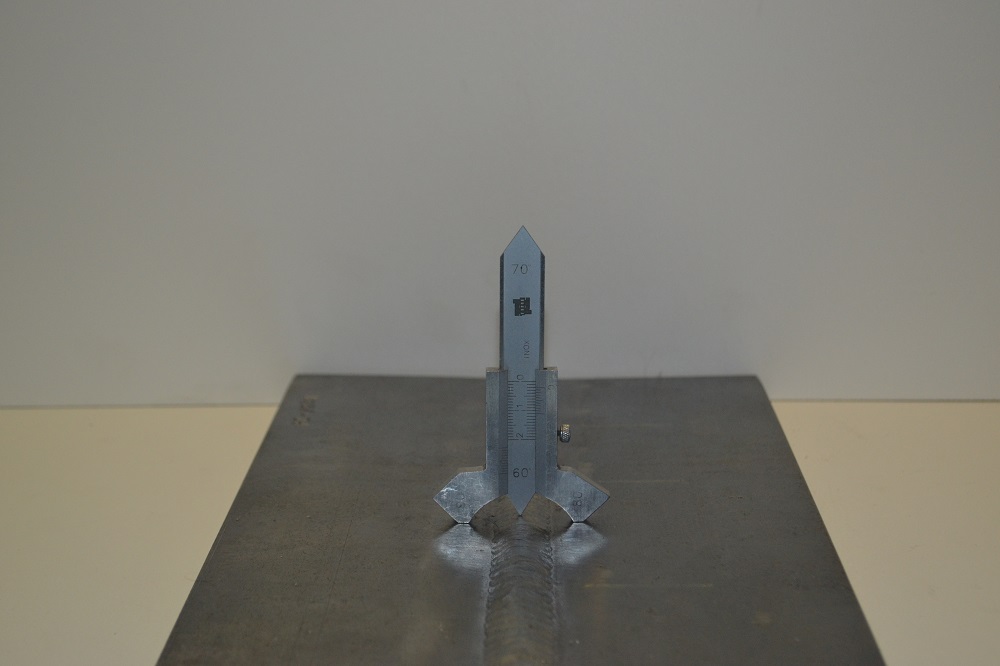
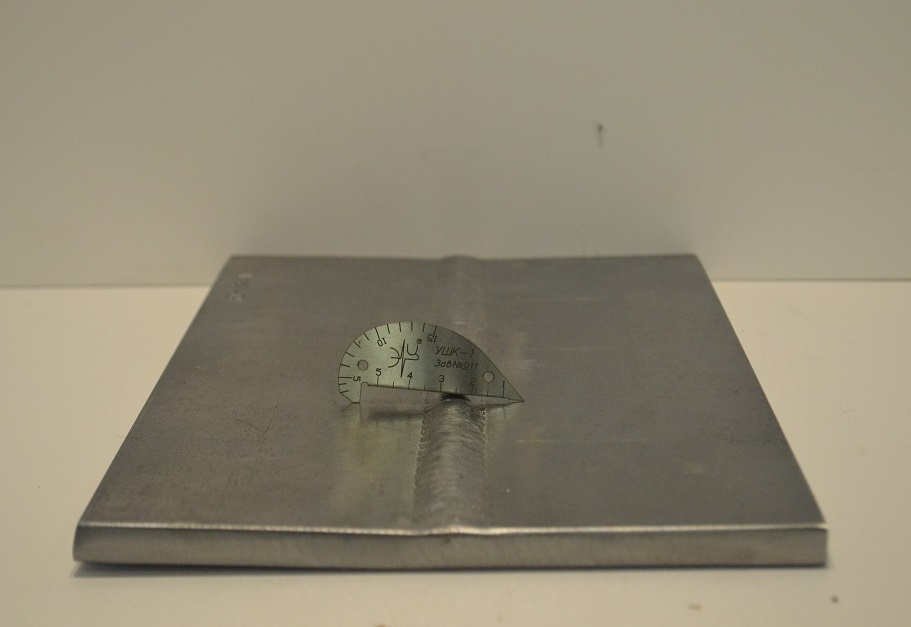
В выполненном сварном соединении измерениями необходимо контролировать:
- размеры поверхностных дефектов (поры, включения и др.)
- высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
- высоту (глубину) углублений между валиками и чешуйчатости поверхности шва;
- размеры катета углового шва;
- смещение кромок выполненных сварных соединений валиками.
Каждое контрольное сварное соединение поставляется с паспортом.
Паспорт включает:
- исходные данные,
- технологическая карта по визуальному и измерительному контролю,
- протокол/заключение,
- дефектограмма.


Модуль компетенции В «КАПИЛЛЯРНЫЙ КОНТРОЛЬ»
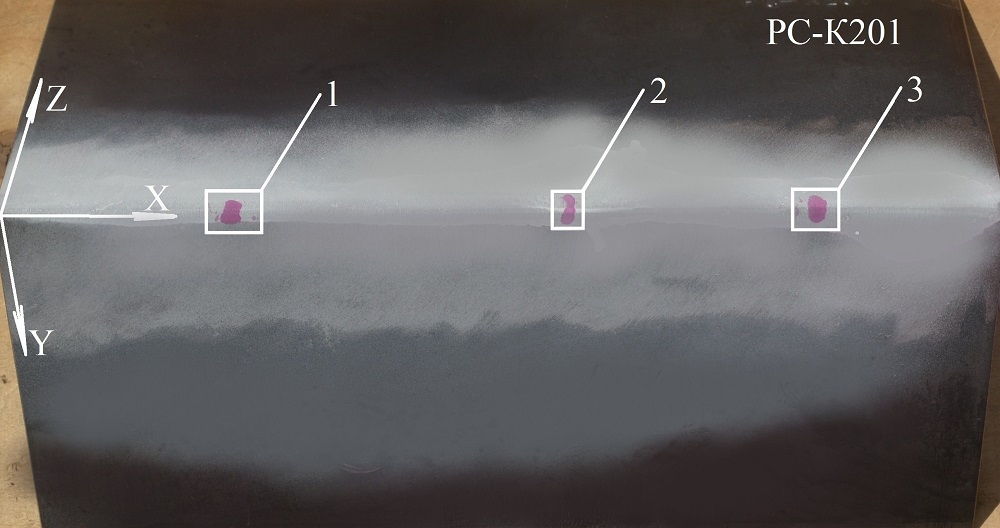
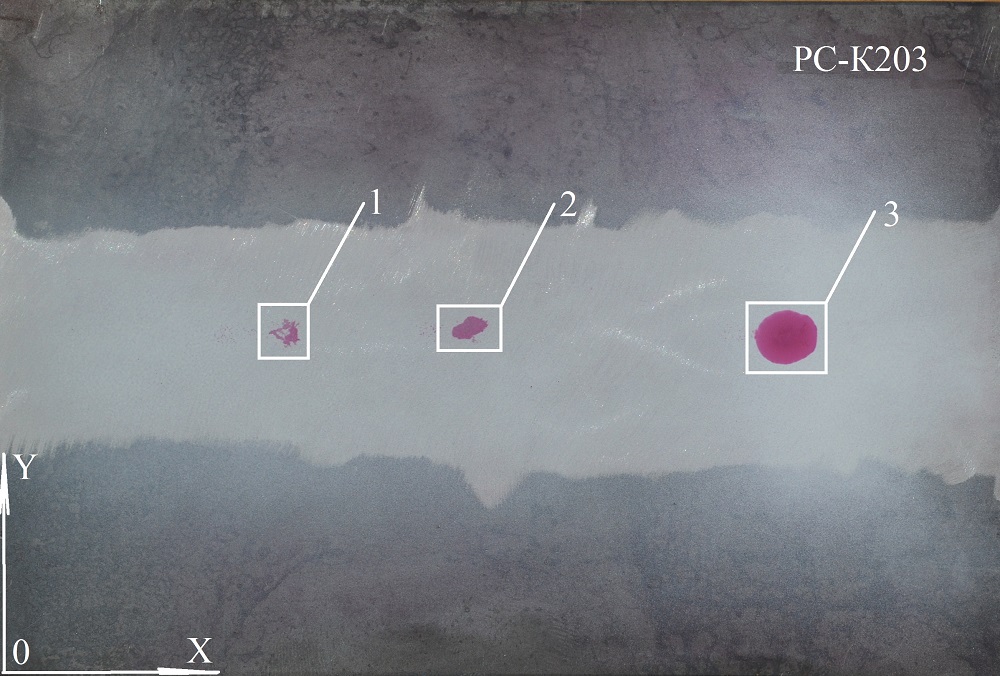
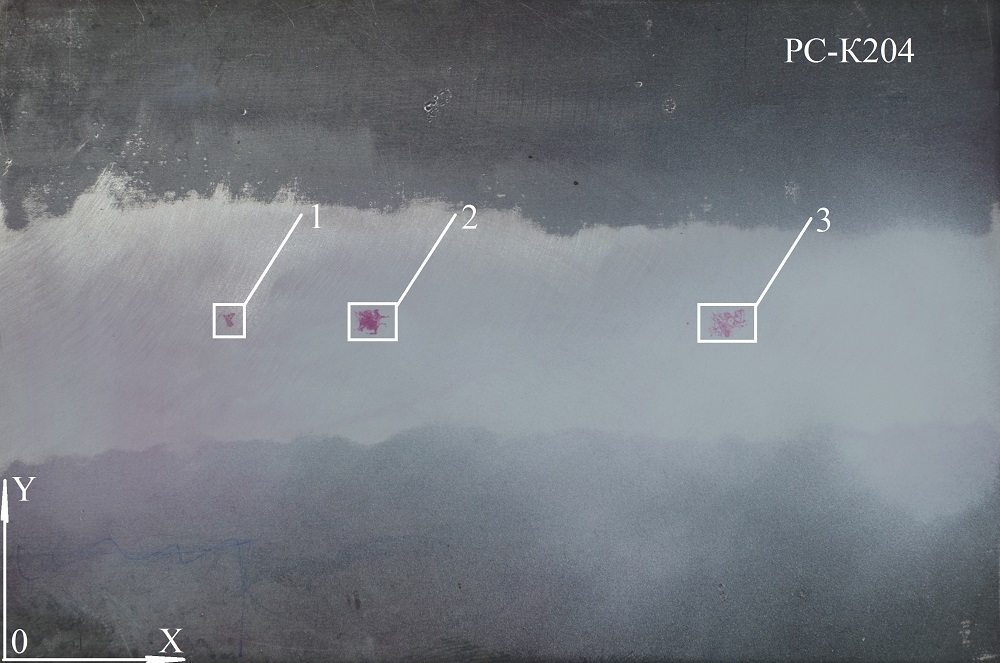
Капиллярный метод (КК, ПВК) контроля основан на проникновении индикаторных жидкостей в полости поверхностных и сквозных несплошностей материала контролируемых объектов и регистрации образующихся индикаторных следов.
Капиллярный контроль (КК) предназначен для выявления поверхностных дефектов в объектах контроля, определения их расположения, протяженности и ориентации на контролируемой поверхности.
Основными этапами проведения капиллярного контроля являются:
- подготовка объекта к контролю;
- обработка объекта дефектоскопическими материалами;
- проявление дефектов;
- обнаружение дефектов и расшифровка результатов контроля;
- окончательная очистка объекта.
Индикаторные следы при наличии дефектов на контролируемой поверхности подразделяются на две группы:
- протяженные - индикаторные следы с отношением их максимальной длины к максимальной ширине более 3 (характерно для трещин, закатов, подрезов, резких западаний наплавленного металла, близко расположенных пор);
- округлые - индикаторные следы с отношением их максимальной длины к максимальной ширине менее 3 (характерно для пор, шлаковых включений).
Каждое контрольное сварное соединение поставляется с паспортом
Паспорт включает:
- исходные данные,
- технологическая карта по капиллярному контролю,
- протокол/заключение,
- дефектограмма.
Модуль компетенции С «РАДИОГРАФИЧЕСКИЙ КОНТРОЛЬ»
Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, шлаковых, вольфрамовых и других включений. Радиографический контроль применяют также для выявления прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва, недопустимых для внешнего осмотра.
При расшифровке радиографических снимков следует использовать негатоскопы с регулируемой яркостью. Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
- на снимках не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих их расшифровку,
- на снимках должны быть видны изображения ограничительных меток, маркировочных знаков и эталонов чувствительности.
Каждое контрольное сварное соединение поставляется с паспортом и рентгеновской пленкой.
Паспорт включает:
- исходные данные,
- технологическая карта по радиографическому контролю,
- протокол/заключение,
- дефектограмма.
Модуль компетенции D «УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ»
Ультразвуковой контроль проводят в целях выявления: трещин, непроваров, несплавлений, пор и неметаллических включений в сварных швах; трещин, расслоений, закатов и неметаллических включений в околошовных зонах и основном металле.
Для проведения контроля необходимо использовать:
- ультразвуковые дефектоскопы с комплектами преобразователей и соединительными высокочастотными кабелями,
- образцы СО, СОП, V2,
- измерительные линейки, рулетки,
- средства оценки шероховатости поверхности.
Каждое контрольное сварное соединение поставляется с паспортом и рентгеновской пленкой.
Паспорт включает:
- исходные данные,
- технологическая карта по радиографическому контролю,
- протокол/заключение,
- дефектограмма.